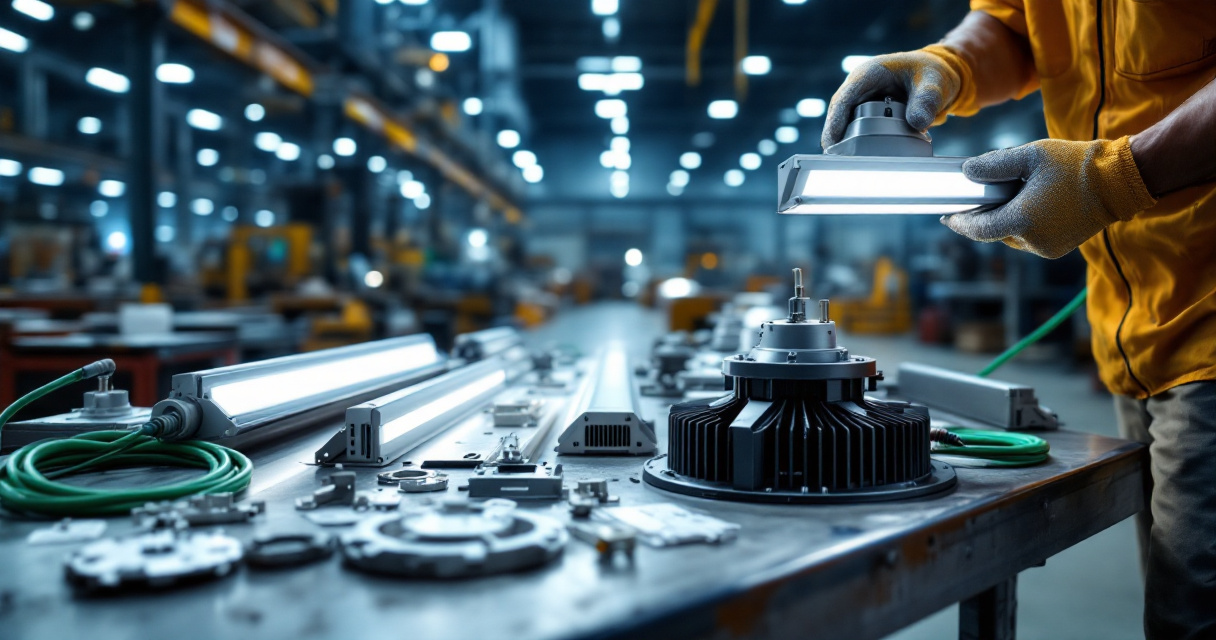
Lighting affects nearly every operation on a factory floor, from worker safety to machine inspection. Manufacturing facilities once relied heavily on metal halide or fluorescent fixtures, but LED technology now offers a far more efficient option. An LED lamp produces light using light‑emitting diodes, which consume far less electricity than incandescent or fluorescent sources while lasting significantly longer. For industrial environments where lights often run 16 to 24 hours a day, that difference translates into major operational savings. Resources such as The JQZ Lighting Journal highlight how modern LED systems combine efficiency, durability, and better illumination quality for demanding manufacturing spaces. The result is brighter work areas, lower maintenance costs, and lighting systems designed for modern industrial workflows.
Why Manufacturing Facilities Are Replacing Legacy Lighting With LEDs
Manufacturing plants operate under unique lighting demands. High ceilings, airborne dust, heat from machinery, and constant activity make traditional lighting inefficient and costly to maintain. LED fixtures are designed to handle these conditions while consuming significantly less power.
Older technologies such as metal halide lights degrade quickly and often take minutes to reach full brightness. LEDs provide instant illumination and maintain stable light output throughout their lifespan. That reliability matters in facilities where lighting interruptions can slow production.
Industrial facilities also face rising energy costs. Research on sustainable energy systems highlights the importance of reducing electricity demand across industrial sectors as part of broader energy transition strategies. A 2022 analysis published in Frontiers in Energy Research discusses how efficiency technologies, including improved lighting, help reduce overall energy consumption in power systems (source).
For manufacturing plants running lighting systems 16 to 24 hours daily, energy efficiency improvements often deliver fast payback periods.
Key operational advantages of LED factory lighting
- Lower electricity consumption compared with legacy lighting
- Long operational lifespan, often tens of thousands of hours
- Instant start with no warm-up time
- Better light distribution across large floor areas
- Reduced heat output, which helps maintain stable facility temperatures
Facility managers often discover that lighting upgrades deliver measurable savings without changing production equipment. Many operations start with high‑traffic areas such as assembly lines, inspection stations, and warehouse aisles before expanding upgrades across the facility.
Using resources like The JQZ Lighting Journal helps facility planners compare commercial LED fixtures designed specifically for industrial environments.
Choosing the Right LED Fixtures for Industrial Production Spaces
Not all LED fixtures perform well in manufacturing environments. Facilities need products built for high ceilings, heavy equipment movement, and demanding operating schedules.
Different production areas also require different lighting distributions. For example, assembly lines require bright and uniform light while storage areas may prioritize wide coverage and energy efficiency.
Common LED fixtures used in manufacturing plants
| Fixture Type | Typical Application | Key Advantage |
|---|---|---|
| High Bay LED Lights | Large production floors and warehouses | Powerful output for ceilings above 20 feet |
| Linear High Bay Lights | Assembly lines and conveyor systems | Even light distribution across long areas |
| LED Panel Lights | Offices and control rooms | Clean, glare‑free illumination |
| LED Wall Packs | Exterior building security | Durable lighting for entrances and loading docks |
High bay lighting is the backbone of most factory installations because many facilities have ceiling heights between 20 and 40 feet. Properly selected fixtures can illuminate large areas using fewer luminaires.
Industrial buyers often look for certified products such as UL or ETL listed fixtures and DLC listed models that qualify for energy rebates. Platforms such as The JQZ Lighting Journal regularly discuss fixture certifications and how they affect project planning for contractors and facility managers.
How LED Lighting Improves Safety and Production Quality
Manufacturing work involves machinery, moving vehicles, and precision tasks. Lighting directly affects visibility, which influences both safety and production accuracy.
Poor lighting conditions increase the risk of workplace incidents and inspection errors. LEDs improve visibility because they deliver consistent brightness and better color rendering compared with many older lamps.
Lighting factors that affect manufacturing performance
- Uniform illumination: prevents shadows around equipment and conveyors
- High color rendering: helps workers identify wiring colors, product defects, and labels
- Reduced flicker: minimizes eye strain during long shifts
- Instant restart: prevents downtime after power interruptions
High‑quality lighting is particularly important for automated inspection systems. Research on machine vision for defect detection emphasizes that imaging systems rely heavily on consistent illumination conditions to identify small defects in manufactured components (source). Even minor lighting inconsistencies can affect accuracy in visual inspection processes.
Consistent illumination improves both human inspection and machine vision systems used in automated manufacturing lines.
Better lighting also supports employee comfort. Facilities with bright, evenly distributed illumination often report fewer complaints related to eye strain or poor visibility at workstations.
For additional industrial lighting insights, many contractors consult technical resources like the commercial LED lighting knowledge hub available through The JQZ Lighting Journal.
Planning a Successful LED Upgrade in an Active Manufacturing Plant
Lighting upgrades in manufacturing environments require careful planning. Production schedules, safety requirements, and electrical capacity all influence installation decisions.

Facility managers often begin with a lighting audit to evaluate current fixtures, wattage consumption, and illumination levels across the facility.
Step‑by‑step process for upgrading factory lighting
- Evaluate existing lighting systems and document fixture types and mounting heights.
- Measure current light levels in critical areas such as workstations and inspection zones.
- Calculate energy usage from existing lighting circuits.
- Select LED replacements designed for industrial ceilings and environmental conditions.
- Plan installation schedules during maintenance windows or production downtime.
- Verify lighting levels after installation to confirm compliance with facility requirements.
Typical performance improvements after LED conversion
| Metric | Legacy Lighting | LED Upgrade Outcome |
|---|---|---|
| Warm‑up time | Several minutes | Instant illumination |
| Maintenance frequency | Frequent lamp replacements | Long service intervals |
| Energy consumption | High | Significantly reduced |
Contractors often stage installations to avoid disrupting production lines. For example, sections of the facility can be upgraded during scheduled maintenance periods or overnight shifts.
Bulk purchasing also plays a role in cost control. Wholesale suppliers discussed on The JQZ Lighting Journal platform frequently support contractors with large orders, technical specifications, and project guidance for commercial installations.
Future Trends in Industrial LED Lighting Through 2027
Industrial lighting continues to evolve as factories adopt automation, data monitoring, and energy optimization systems. LEDs provide the foundation for these new capabilities.
Smart lighting controls are one of the fastest‑growing trends. Sensors can automatically adjust brightness based on occupancy, daylight availability, or production schedules. This approach further reduces electricity usage without sacrificing visibility.
Emerging technologies in factory lighting
- IoT‑enabled lighting systems that connect to facility management platforms
- Motion and occupancy sensors for warehouse aisles and low‑traffic zones
- Adaptive brightness control based on daylight levels
- Integrated emergency lighting diagnostics for safety compliance
Connectivity technologies will also shape industrial infrastructure. Research examining next‑generation communication systems, such as the work by Cheng‑Xiang Wang and colleagues on future wireless networks, highlights how advanced connectivity supports large‑scale industrial automation and monitoring (source). Lighting systems are increasingly integrated into these digital facility networks.
By 2027, lighting systems in many modern factories will function as part of connected building infrastructure rather than standalone fixtures.
Facility planners who invest in LED lighting today often choose fixtures compatible with smart control systems. That approach protects long‑term investments while enabling future energy optimization upgrades.
Conclusion
LED lighting has become the preferred solution for manufacturing facilities because it improves visibility, reduces operating costs, and supports modern industrial automation. From high bay fixtures on production floors to sensor‑controlled systems in warehouses, the technology now plays a central role in efficient factory operations.
For contractors, facility managers, and commercial property owners planning lighting upgrades, reliable product information is essential. Resources such as The JQZ Lighting Journal provide guidance on fixture selection, certification standards, and wholesale purchasing options for large projects.
If you are evaluating a lighting retrofit or planning a new manufacturing facility, start by reviewing your current lighting performance and exploring modern LED solutions designed for industrial environments. The right system can lower energy costs while improving safety and productivity across the entire facility.